аТЮХРрБ№
ВњЦЗСаБэ
СЊЯЕЮвУЧ

ЮоЮ§ЪааЫЗхЛњЦїгаЯоЙЋЫО
Еи жЗ ЃКЮоЮ§ЪааТЧјЗЛЧАаТЗчТЗ36КХ
Еч ЛА ЃК0510-88273229
ДЋ ец ЃК0510-88271450
СЊЯЕШЫЃКТэзм
Ъж Лњ ЃК13806182809
гЪ Яф ЃКxf@xfjq.com
Эј жЗ ЃКwww.xfjq.com
ЫЋЖЫУцФЅДВМАЦфМгЙЄШБЯнЕФНтОіЗНАИ
ЗЂВМЪБМфЃК2022-01-12
ЫЋЖЫУцФЅЯїгыЮоаФФЅЯївЛбљЪЧвЛжжаЇТЪИпЕФФЅЯїЗНЪНЃЌЕЋжидкПЊЗЂЕФвЛжжФЅЯїЗНЪНЃЌФПЧАЫЋЖЫУцФЅФЅЯїе§дкБЛЩњВњЦѓвЕЫљжиЪгЃЌЮоаФФЅЯїФПЧАЛљБОБЛЩњВњЦѓвЕЖјДѓСІгІгУЃЌЫћЕФаЇТЪЪЧЗЧГЃжЎИпЁЃЫЋЖЫУцФЅЯїЕФгІгУЧАОАЗЧГЃЙуРЋЁЃВЛЕЋгІгУдкН№ЪєСьгђЃЌЗЧН№ЪєСьгђгІгУвВдкХњСПгІгУЁЃ
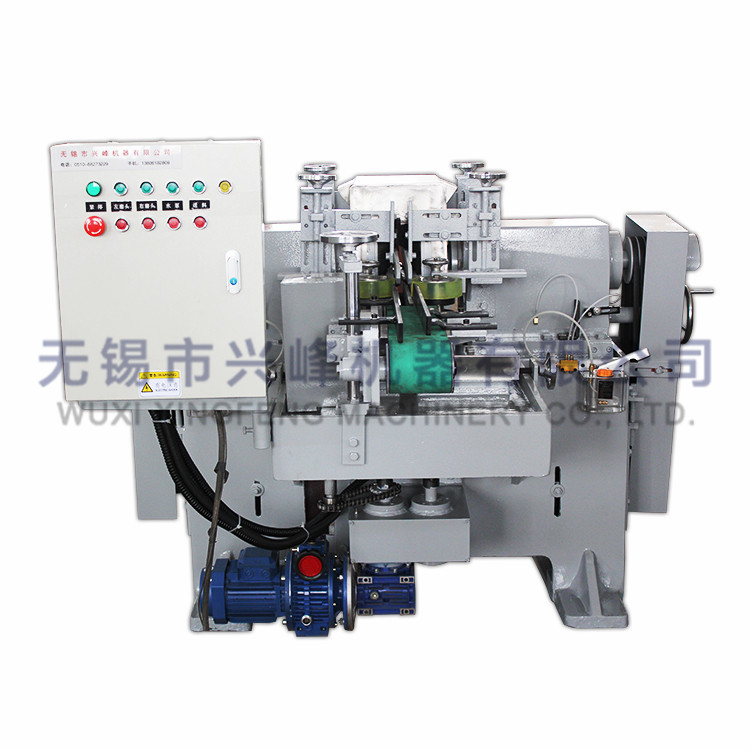
ЫЋЖЫУцФЅДВЕФШЯЪЖгыдРэ
ЫЋЖЫУцФЅДВЪЧвЛжжаЇТЪИпЕФЦНУцМгЙЄЛњДВЃЌдквЛДЮМгЙЄЙ§ГЬЭЌЪБФЅЯїГіСНИіЦНааЖЫУцЃЌИљОнНсЙЙПЩЗжЮЊЮдЪНКЭСЂЪНСНжжЃЌИљОнЫЭСЯЗНЪНЃЌгжПЩЗжЮЊЙсДЉЪНЁЂзЊХЬЪНЁЂЭљИДЪНЁЃгЩгкФЅЯїГіЕФВњЦЗОЋЖШИпЃЌЩњВњаЇТЪИпЃЌдкЦћФІЁЂжсГаЁЂДХадВФСЯЕШжюЖраавЕЩЯБЛЙуЗКгІгУЁЃЦћФІаавЕЕФЛюШћЩдЁЂЛюШћЛЗЁЂЦјУХЕцШІЁЂСЌИЫЁЂЪЎзжжсЁЂЗЇЦЌЁЂВІВцЁЂвКбЙБУвЖЦЌЁЂзЊзгЁЂЖЈзгЁЂбЙЫѕЛњЛЌЦЌЁЂжсГаФкЭтЬзШІКЭЙізгЁЂЕчзгаавЕЕФДХЛЗЁЂДХИжЦЌЁЂЪЏФЋАхЕШИїжжВФжЪЕФВњЦЗЖМЪЪКЯМгЙЄЁЃ
ФПЧАЙњФкЪЙгУИУРрЕФЫЋЖЫУцФЅДВЕФЙњЭтЩшБИгаЃКKOYOЁЂNISSEIЁЂPETER-WOLTERSКЭSTUDER
ЙњФкжївЊгаШщЩНЁЂЩЯКЃЁЂКМжнЁЂЩђбєЕШВњЕФ
ЯТУцвЛзщЭМАяжњаЮЯѓЕФШЯЪЖЫЋЖЫУцЯї
ЫЋЖЫУцФЅДВЬиЕуЃК
ЫЋЖЫУцФЅДВдкЙЄзїЙ§ГЬжаЛсГіЯжвЛаЉЮЪЬтЃЌЫЋЖЫУцФЅДВдкдЫааЙ§ГЬжаШчЙћУЛгавЛИіКУЕФММЪѕжЇГжОЭВЛЛсгааЇЕизіГіБШНЯКУЕФЙЄМўЁЃ
ЕБШЛЃЌЫЋЖЫУцФЅДВвВЪЧОпгаКмЖрЬиадЕФЃЌЫЋЖЫУцФЅДВЕФгХСМЬиаджївЊБэЯждкЦфЩњВњаЇТЪЗНУцЁЃ
ЩњВњаЇТЪИпЁЃЫЋЖЫУцФЅДВСуМўМгЙЄЫљашЕФЪБМфжївЊАќРЈЛњЖЏЪБМфКЭИЈжњЪБМфСНВПЗжЁЃЫЋЖЫУцФЅДВжїжсЕФзЊЫйКЭНјИјСПЕФБфЛЏЗЖЮЇБШЦеЭЈЛњДВДѓЃЌвђДЫЫЋЖЫУцФЅДВУПвЛЕРЙЄађЖМПЩбЁгУгаРћЕФЧаЯїгУСПЁЃгЩгкЫЋЖЫУцФЅДВНсЙЙИеадКУЃЌвђДЫдЪаэНјааДѓЧаЯїгУСПЕФЧаЯїЃЌетОЭЬсИпЫЋЖЫУцФЅДВЕФЧаЯїаЇТЪЃЌНкЪЁСЫЛњЖЏЪБМфЁЃЪ§ПиЛњДВЕФвЦЖЏВПМўПеааГЬдЫЖЏЫйЖШПьЃЌЙЄМўзАМаЪБМфЩЫЃЎЕЖОпПЩздЖЏИќЛЛЃЎЪБМфБШвЛАуЛњДВДѓЮЊМѕЩйЁЃ
1.ЭЈЙ§Ъ§ПиЯЕЭГЕФГЬађЩшжУПЩЪЕЯжДжФЅЁЂОЋФЅЁЃ
2.ПЩЫцЩАТжжБОЖМѕаЁЖјБфЛЏаЮГЩЃЌЩАТжаое§СПздЖЏВЙГЅЃЌЙіжщЫПИмМфЯЖЮѓВюВЙГЅЕШЃЌаое§КѓЮЛжУВЙГЅЙІФмЃЛ
3.ЯЕЭГЩшЖЈЕЅЮЛЮЊ0.1ІЬmЃЌЩАТжФЅЯїВЮЪ§жЕПЩЯдЪОЃЛ
4.ВЩгУжБЯпЕчЛњЁЂЖЏЦНКтЕШММЪѕЙЄвеЃЌДѓДѓЬсИпСЫЛњДВЕФЙІаЇЁЃ
ФЅЯїЙЄМўЃК
ИїРрЫЋЖЫУцашвЊОЋЯИФЅЯїЕФН№ЪєЛђЗЧН№ЪєВФСЯЙЄМўЃЌгШЦфЪЧМгЙЄОЋЖШвЊЧѓКмИпЕФБЁБкЙЄМўЃЌЦфЙВЭЌЕФЬиЕуЪЧЃК
1.ХњСПДѓЁЃвЛАуМгЙЄСПЖМдквЛАйЭђМўвдЩЯЁЃ
2.ЪЪгІУцЙуЁЃФЅЯїЕФВФСЯАќРЈгВжЪКЯН№ЁЂж§ЬњИпЫйИжЁЂЭЬњЗћКЯВФСЯЁЂДХадВФСЯЁЂЬеДЩЕШЁЃ
3.МгЙЄОЋЖШИпЁЃвЛАуОЋЖШЮЊЦНУцЖШЁм2ІЬmЃЛЦНааЖШЁм3ІЬmЃЛДжВкЖШжЕRaЁм0.2ІЬmЁЃ
ЫЋЖЫУцФЅДВГЃМћЮЪЬтЕФДІРэ
вЛЁЂФЅЯїЩеЩЫ
ФЅЯїЕФЙ§ГЬЪЧФЅСЯПХСЃЖдЙЄМўБэУцЪЕЪЉЕФМЗбЙЁЂЛЌВСЁЂИћРчМАФЅаМЗжРыЕФЙ§ГЬЁЃећИіЙ§ГЬЖМАщЫцзХФЅСЯПХСЃЖдЙЄМўБэУцЕФФІВСЃЌЬиБ№ЪЧЫЋЖЫУцФЅЯїЙ§ГЬЃЌФЅЯїУцЛ§ДѓЃЌФІВСзшСІдіМгЃЌФІВСВњЩњЕФШШСПвВдіМгЃЌвзВњЩњИпЮТЁЃФІВСВњЩњЕФИпЮТдкФЅаМОлМЏЕФЕиЗНвВМЏжаОлМЏЃЌЪЙЙЄМўБэУцОжВПН№ЪєзщжЏЭЫЛ№ЪеЫѕЃЌаЮГЩАМаЮМАБэУцбеЩЋБфзЯЃЌаЮГЩФЅЯїЩеЩЫЁЃ
вЊНтОіФЅЯїЩеЩЫЙиМќЪЧбЁКУКЯЪЪЕФЩАТжЃЌЩАТжвЊгВЖШЪЪЕБМШВЛФмЙ§ПьЫ№КФЃЌгжвЊгаНЯЧПЕФздШёадЃЌМѕаЁФЅЯїЪБВњЩњЕФФІВСзшСІЃЌЦфДЮЪЧЩАТжвЊгаКУЕФХХаМадФмЃЌСэЭтОЭЪЧЧаЯївКвЊГфзуЃЌЦ№ЕННЯКУЕФРфШДзїгУЁЃЛЙгаФЅЯїШчЙћжЛЪЧКмЧсЮЂЕФЩеЩЫЃЈЙЄМўБэУцГіЯжКмаЁУцЛ§ЕФССПщЃЉЃЌПЩвдЪЪЕБЕїЕЭЩАТжзЊЫйЃЌМѕаЁЧаЯїСІРДНтОіЙЄМўЕФЩеЩЫЮЪЬтЁЃ
СуМўЕФзЖЖШЁЃ
МгЙЄМўгазЖЖШФмЙЛЕїећЛђгУдЄЗРЫЎжНЕцЛњДВв§ЕМТжзгУцЕФТфвЖАх;ВщПДЛњДВЕФв§ЕМТжзгжсГагаУЛгаЬЋЫЩЩЂЁЃ
ФЅЯїЫњБпЃЈЫФНЧЖрФЅЃЉ
ФЅЯїЫњБпВњЩњЕФдвђЪЧЖрЗНУцЕФЃЌгыЛљзМЕзАхЁЂЛљзМЩАТжЁЂЕМЯђбЙАхЕФЯрЖдЮЛжУМАЩАТжФЅЯїНЧЖШЖМгаЙиЯЕЁЃ
ЪзЯШаыЧАЪіМьВщгыЕїећЩАТжЕФФЅЯїНЧЖШЃЌБмУтФЅЯїЪБФЅЯїСПдкЩАТжФГЖЮМЏжаЃЌБЃГжЙЄМўЭЈЙ§ЩАТжФЅЯїЪБФЅЯїСІОљдШЃЌДяЕНЗжВуж№МЖФЅЯїЕФФПЕФЁЃ
ЦфДЮвЊМьВщЕїећНјЁЂГіПкЛљзМЕзАхгыгвЩАТжЕФЦНааЃЌМАЯрЛЅЕФИпЖШЕШВюЁЃЕїећЕМЯђбЙАхНјЁЂГіПкЛљзМЕзАхМфКЯЪЪЕФМфЯЖЃЌМШШУЙЄМўФмздгЩЭЈЙ§ЃЌВЛВњЩњИЩЩцЃЌЕЋгжвЊШЗБЃЦфВЛЦЋВЛаБЁЃ
СэЭтЃЌЛљзМЩАТжЕФЮЛжУЙиЯЕвВБШНЯживЊЃЌгІИпгкГіПкЛљзМЕзАх0.02-0.03mmЁЃ
ЛЙгаОЭЪЧвЊМьВщЩАТжФЅЯїаЭУцЕФЦНећЖШЃЌвђЩАТждЫааЕФЯпЫйЖШгЩЭтдЕЯђжаМфж№НЅМѕаЁжССуЃЌЭтдЕЯћКФПьЃЌШнвзГіЯжжаЭЛЃЌЫљвдвЊаоећЩАТжБЃГжаЭУцЕФЦНећЖШЁЃ
ЙтЛЌГЬЖШЁЃ
ЫЋЖЫУцФЅДВдкФЅЯїСуМўЕФЪБКђБэУцЙтНрГЬЖШВЛКУгаПЩФмЪЧвђЮЊЯТУцвЛаЉвђЫив§Ц№ЕФ:СуМўЕФжаМфИпЖШВЛИп;СуМўдЄСєГіРДЕФФЅЯїЧјгђЬЋЩйСЫ;ЩАТжЕФЖЖЖЏЬЋЧПСв;ЛњДВЕМв§ЕМТжзгЦЗжЪВЛИп;ФЅДВЕФЧаИюФЅЯївКБэУцгаУЛгаЦЏИЁЕФгЭзеЛђепжЪСПвбОБфЕєСЫЁЃ
ЙЄМўКёЖШЦЋВю
ЙЄМўФЅЯїКѓГіЯжКёЖШЦЋВюНЯДѓЯжЯѓЃЌВЛФмТњзуЦЗжЪвЊЧѓЪБЃЌгІМьВщЩАТжНЧЖШЁЃ
ЙЄМўПэЖШЗНЯђЩЯГіЯжЕФКёЖШЦЋВюЃЌгІЮЊЩАТжДЙжБЗНЯђЩЯЁЂЯТЕуеХПкВЛвЛбљЁЃГЄЖШЗНЯђЩЯГіЯжКёЖШЦЋВюЃЌгІЮЊЩАТжНЧЖШЙ§ДѓЛђЖраЁЃЌЛђЪЧЕїЗДЃЈНјПкаЁгкГіПкЃЉЁЃЫљвдГіЯжКёЖШЦЋВюЃЌЕїећНЧЖШМДПЩЁЃ
СуМўЕФдВЖШЁЃ
СуМўЕФдВЖШВЛРэЯы,СуМўЕФжаМфИпЖШВЛИп;ЙлВьЫЋЖЫУцФЅДВЕФДђФЅЧаЯїЩљЯьКЭЛ№аФгаУЛгавьГЃ;ЛњДВДђФЅЧаЯїЕФЪБКђгаУЛгаВЛе§ГЃЕФЖЖЖЏЁЃ
ФЅЯїЮЦРэВЛвЛЃЈТвЮЦЃЉ
ФЅЯїЮЦРэВЛКУвЛАугыЩАТжЕФХХаМадВЛКУЁЂЧаЯїСІВЛЧПгаЙиЁЃСэЭтЛЙгыЦфЫћЗНУцгаЙиЃК
ЫЭСЯбЙАхЕїећЙ§НєЃЌЫЭСЯВЛЫГГЉЃЛ
РфШДФЅЯївКСїСПЬЋаЁЃЌбЙСІЬЋЕЭЃЌЦ№ВЛЕНРфШДГхЯДаЇЙћЃЛ
ЩАТжанећВЛМАЪБЃЌЩАТжаЭУцВЛЦНећЃЌжаМфЙ§ИпЁЃ
ЩАТжПЊВл
етРяЫљНВЕФЩАТжПЊВлЃЌВЛЪЧжИЖдЩАТжећИіФЅЯїУцНјааПЊВлЃЌЧАУцНВЕНСЫвЊЪЙЩАТжгаКУЕФХХаМаЇЙћЃЌАбЩАТжаЭУцзіГЩЗфЮбПзаЮЪНЁЃдкЮдЪНЫЋЖЫУцФЅЯїжаЃЌетЛЙВЛЙЛЃЌвЛАуЖМвЊ ЖдЩАТжжаПзжмЮЇЧаИюПЊВлЃЌдвђгаСНЕуЃК
ЩАТжжаМфГіЫЎПзНЯаЁЃЈжБОЖ20mmЃЉЁЃдкФЅЯїЪБЃЌЙЄМўСЌајВЛЖЯЕиЭЈЙ§ЃЌЧвЙЄМўЕФПэЖШвЛАуЖМДѓгк20mmЃЌдьГЩЫЎСїВЛГЉЃЌдіМгЫЎБУзшСІЁЃЫљвддкЩАТжжаПзГіЫЎПкПЊ6-8ЕРВлЃЌгаРћгкНЋФЅЯївКв§ГіЃЌМѕЧсБУЕФбЙСІЃЌЧвЪЙФЅЯївККмЫГГЉЕФдкРыаФСІЕФзїгУЯТЕНДяФЅЯїЧјгђЁЃ
ЩАТжгыаоећЗНУцЕФШБЯнЗжЮі
1. ЙЄМўБэУцДжВкЖШВю
ЩАТжСЃЖШВЛКЯЪЪЃКбЁдёКЯЪЪЕФЩАТжСЃЖШ
РфШДвКУЛгаЙ§ТЫИЩОЛЃКМьВщРфШДвКЙ§ТЫЯЕЭГ
аоећЦїаоећЫйЖШЙ§ПьЛђепаоећЦїВЛЙЛЗцРћЃКНЋаоећЦїаоећЫйЖШЕїТ§ЛђепИќЛЛаоећЦїНЧЖШЛђепИќЛЛаТЕФаоећЦї
НјИјСПЬЋДѓЃКМѕЩйНјИјСП
ЙЄМўЫйЖШЬЋЕЭЃКдіМгЙЄМўЫйЖШ
ЩАТжЫйЖШЬЋЕЭЃКдіМгЩАТжЫйЖШ
2. ЙЄМўГпДчГжајВю
ЩАТжгВЖШЦЋШэЃКбЁгУНЯгВЕФЩАТж
3. ЙЄМўГпДчМфЖЯадВю
ЩАТжгВЖШЦЋгВЃКбЁгУНЯШэЕФЩАТж
4. ЩАТжгаЩеЩЫ
НјИјСПЬЋДѓЃКМѕЩйНјИј
РфШДвКСїСПВЛЙЛЛђепХчзьЗНЯђВЛе§ШЗЃКМгДѓРфШДвКСїСПЛђепЕїећХчзьЗНЯђ
ЩАТжЦЋгВЃКбЁгУНЯШэЛђзщжЏИќПЊЗХЕФЩАТж
ЩАТжЮДаоећЕНЮЛЃКжиаТаоећЩАТжЛђепИќЛЛаоећЦї
РфШДвКжаН№ЪєаМУЛгаЙ§ТЫИЩОЛЃКМьВщЙ§ТЫЯЕЭГ
5. ЩАТжБэУцгае№ЮЦ
ЩАТжУЛгааоЦНЃКНЋЩАТжжиаТаоећ
НјИјСПЬЋДѓЃКМѕЩйНјИјСП
ЛњДВе№ЖЏЃКМьВщЛњДВМАжмЮЇЛЗОГЕФе№ЖЏЧщПі
ЩАТжЦЋгВЃКНЕЕЭгВЖШЃЌЬсИпЙЄМўзЊЫйЃЌМгПьаоећ
ЫЋЖЫУцФЅДВЕФШЯЪЖгыдРэ
ЫЋЖЫУцФЅДВЪЧвЛжжаЇТЪИпЕФЦНУцМгЙЄЛњДВЃЌдквЛДЮМгЙЄЙ§ГЬЭЌЪБФЅЯїГіСНИіЦНааЖЫУцЃЌИљОнНсЙЙПЩЗжЮЊЮдЪНКЭСЂЪНСНжжЃЌИљОнЫЭСЯЗНЪНЃЌгжПЩЗжЮЊЙсДЉЪНЁЂзЊХЬЪНЁЂЭљИДЪНЁЃгЩгкФЅЯїГіЕФВњЦЗОЋЖШИпЃЌЩњВњаЇТЪИпЃЌдкЦћФІЁЂжсГаЁЂДХадВФСЯЕШжюЖраавЕЩЯБЛЙуЗКгІгУЁЃЦћФІаавЕЕФЛюШћЩдЁЂЛюШћЛЗЁЂЦјУХЕцШІЁЂСЌИЫЁЂЪЎзжжсЁЂЗЇЦЌЁЂВІВцЁЂвКбЙБУвЖЦЌЁЂзЊзгЁЂЖЈзгЁЂбЙЫѕЛњЛЌЦЌЁЂжсГаФкЭтЬзШІКЭЙізгЁЂЕчзгаавЕЕФДХЛЗЁЂДХИжЦЌЁЂЪЏФЋАхЕШИїжжВФжЪЕФВњЦЗЖМЪЪКЯМгЙЄЁЃ
ФПЧАЙњФкЪЙгУИУРрЕФЫЋЖЫУцФЅДВЕФЙњЭтЩшБИгаЃКKOYOЁЂNISSEIЁЂPETER-WOLTERSКЭSTUDER
ЙњФкжївЊгаШщЩНЁЂЩЯКЃЁЂКМжнЁЂЩђбєЕШВњЕФ
ЯТУцвЛзщЭМАяжњаЮЯѓЕФШЯЪЖЫЋЖЫУцЯї
ЫЋЖЫУцФЅДВЬиЕуЃК
ЫЋЖЫУцФЅДВдкЙЄзїЙ§ГЬжаЛсГіЯжвЛаЉЮЪЬтЃЌЫЋЖЫУцФЅДВдкдЫааЙ§ГЬжаШчЙћУЛгавЛИіКУЕФММЪѕжЇГжОЭВЛЛсгааЇЕизіГіБШНЯКУЕФЙЄМўЁЃ
ЕБШЛЃЌЫЋЖЫУцФЅДВвВЪЧОпгаКмЖрЬиадЕФЃЌЫЋЖЫУцФЅДВЕФгХСМЬиаджївЊБэЯждкЦфЩњВњаЇТЪЗНУцЁЃ
ЩњВњаЇТЪИпЁЃЫЋЖЫУцФЅДВСуМўМгЙЄЫљашЕФЪБМфжївЊАќРЈЛњЖЏЪБМфКЭИЈжњЪБМфСНВПЗжЁЃЫЋЖЫУцФЅДВжїжсЕФзЊЫйКЭНјИјСПЕФБфЛЏЗЖЮЇБШЦеЭЈЛњДВДѓЃЌвђДЫЫЋЖЫУцФЅДВУПвЛЕРЙЄађЖМПЩбЁгУгаРћЕФЧаЯїгУСПЁЃгЩгкЫЋЖЫУцФЅДВНсЙЙИеадКУЃЌвђДЫдЪаэНјааДѓЧаЯїгУСПЕФЧаЯїЃЌетОЭЬсИпЫЋЖЫУцФЅДВЕФЧаЯїаЇТЪЃЌНкЪЁСЫЛњЖЏЪБМфЁЃЪ§ПиЛњДВЕФвЦЖЏВПМўПеааГЬдЫЖЏЫйЖШПьЃЌЙЄМўзАМаЪБМфЩЫЃЎЕЖОпПЩздЖЏИќЛЛЃЎЪБМфБШвЛАуЛњДВДѓЮЊМѕЩйЁЃ
1.ЭЈЙ§Ъ§ПиЯЕЭГЕФГЬађЩшжУПЩЪЕЯжДжФЅЁЂОЋФЅЁЃ
2.ПЩЫцЩАТжжБОЖМѕаЁЖјБфЛЏаЮГЩЃЌЩАТжаое§СПздЖЏВЙГЅЃЌЙіжщЫПИмМфЯЖЮѓВюВЙГЅЕШЃЌаое§КѓЮЛжУВЙГЅЙІФмЃЛ
3.ЯЕЭГЩшЖЈЕЅЮЛЮЊ0.1ІЬmЃЌЩАТжФЅЯїВЮЪ§жЕПЩЯдЪОЃЛ
4.ВЩгУжБЯпЕчЛњЁЂЖЏЦНКтЕШММЪѕЙЄвеЃЌДѓДѓЬсИпСЫЛњДВЕФЙІаЇЁЃ
ФЅЯїЙЄМўЃК
ИїРрЫЋЖЫУцашвЊОЋЯИФЅЯїЕФН№ЪєЛђЗЧН№ЪєВФСЯЙЄМўЃЌгШЦфЪЧМгЙЄОЋЖШвЊЧѓКмИпЕФБЁБкЙЄМўЃЌЦфЙВЭЌЕФЬиЕуЪЧЃК
1.ХњСПДѓЁЃвЛАуМгЙЄСПЖМдквЛАйЭђМўвдЩЯЁЃ
2.ЪЪгІУцЙуЁЃФЅЯїЕФВФСЯАќРЈгВжЪКЯН№ЁЂж§ЬњИпЫйИжЁЂЭЬњЗћКЯВФСЯЁЂДХадВФСЯЁЂЬеДЩЕШЁЃ
3.МгЙЄОЋЖШИпЁЃвЛАуОЋЖШЮЊЦНУцЖШЁм2ІЬmЃЛЦНааЖШЁм3ІЬmЃЛДжВкЖШжЕRaЁм0.2ІЬmЁЃ
ЫЋЖЫУцФЅДВГЃМћЮЪЬтЕФДІРэ
вЛЁЂФЅЯїЩеЩЫ
ФЅЯїЕФЙ§ГЬЪЧФЅСЯПХСЃЖдЙЄМўБэУцЪЕЪЉЕФМЗбЙЁЂЛЌВСЁЂИћРчМАФЅаМЗжРыЕФЙ§ГЬЁЃећИіЙ§ГЬЖМАщЫцзХФЅСЯПХСЃЖдЙЄМўБэУцЕФФІВСЃЌЬиБ№ЪЧЫЋЖЫУцФЅЯїЙ§ГЬЃЌФЅЯїУцЛ§ДѓЃЌФІВСзшСІдіМгЃЌФІВСВњЩњЕФШШСПвВдіМгЃЌвзВњЩњИпЮТЁЃФІВСВњЩњЕФИпЮТдкФЅаМОлМЏЕФЕиЗНвВМЏжаОлМЏЃЌЪЙЙЄМўБэУцОжВПН№ЪєзщжЏЭЫЛ№ЪеЫѕЃЌаЮГЩАМаЮМАБэУцбеЩЋБфзЯЃЌаЮГЩФЅЯїЩеЩЫЁЃ
вЊНтОіФЅЯїЩеЩЫЙиМќЪЧбЁКУКЯЪЪЕФЩАТжЃЌЩАТжвЊгВЖШЪЪЕБМШВЛФмЙ§ПьЫ№КФЃЌгжвЊгаНЯЧПЕФздШёадЃЌМѕаЁФЅЯїЪБВњЩњЕФФІВСзшСІЃЌЦфДЮЪЧЩАТжвЊгаКУЕФХХаМадФмЃЌСэЭтОЭЪЧЧаЯївКвЊГфзуЃЌЦ№ЕННЯКУЕФРфШДзїгУЁЃЛЙгаФЅЯїШчЙћжЛЪЧКмЧсЮЂЕФЩеЩЫЃЈЙЄМўБэУцГіЯжКмаЁУцЛ§ЕФССПщЃЉЃЌПЩвдЪЪЕБЕїЕЭЩАТжзЊЫйЃЌМѕаЁЧаЯїСІРДНтОіЙЄМўЕФЩеЩЫЮЪЬтЁЃ
СуМўЕФзЖЖШЁЃ
МгЙЄМўгазЖЖШФмЙЛЕїећЛђгУдЄЗРЫЎжНЕцЛњДВв§ЕМТжзгУцЕФТфвЖАх;ВщПДЛњДВЕФв§ЕМТжзгжсГагаУЛгаЬЋЫЩЩЂЁЃ
ФЅЯїЫњБпЃЈЫФНЧЖрФЅЃЉ
ФЅЯїЫњБпВњЩњЕФдвђЪЧЖрЗНУцЕФЃЌгыЛљзМЕзАхЁЂЛљзМЩАТжЁЂЕМЯђбЙАхЕФЯрЖдЮЛжУМАЩАТжФЅЯїНЧЖШЖМгаЙиЯЕЁЃ
ЪзЯШаыЧАЪіМьВщгыЕїећЩАТжЕФФЅЯїНЧЖШЃЌБмУтФЅЯїЪБФЅЯїСПдкЩАТжФГЖЮМЏжаЃЌБЃГжЙЄМўЭЈЙ§ЩАТжФЅЯїЪБФЅЯїСІОљдШЃЌДяЕНЗжВуж№МЖФЅЯїЕФФПЕФЁЃ
ЦфДЮвЊМьВщЕїећНјЁЂГіПкЛљзМЕзАхгыгвЩАТжЕФЦНааЃЌМАЯрЛЅЕФИпЖШЕШВюЁЃЕїећЕМЯђбЙАхНјЁЂГіПкЛљзМЕзАхМфКЯЪЪЕФМфЯЖЃЌМШШУЙЄМўФмздгЩЭЈЙ§ЃЌВЛВњЩњИЩЩцЃЌЕЋгжвЊШЗБЃЦфВЛЦЋВЛаБЁЃ
СэЭтЃЌЛљзМЩАТжЕФЮЛжУЙиЯЕвВБШНЯживЊЃЌгІИпгкГіПкЛљзМЕзАх0.02-0.03mmЁЃ
ЛЙгаОЭЪЧвЊМьВщЩАТжФЅЯїаЭУцЕФЦНећЖШЃЌвђЩАТждЫааЕФЯпЫйЖШгЩЭтдЕЯђжаМфж№НЅМѕаЁжССуЃЌЭтдЕЯћКФПьЃЌШнвзГіЯжжаЭЛЃЌЫљвдвЊаоећЩАТжБЃГжаЭУцЕФЦНећЖШЁЃ
ЙтЛЌГЬЖШЁЃ
ЫЋЖЫУцФЅДВдкФЅЯїСуМўЕФЪБКђБэУцЙтНрГЬЖШВЛКУгаПЩФмЪЧвђЮЊЯТУцвЛаЉвђЫив§Ц№ЕФ:СуМўЕФжаМфИпЖШВЛИп;СуМўдЄСєГіРДЕФФЅЯїЧјгђЬЋЩйСЫ;ЩАТжЕФЖЖЖЏЬЋЧПСв;ЛњДВЕМв§ЕМТжзгЦЗжЪВЛИп;ФЅДВЕФЧаИюФЅЯївКБэУцгаУЛгаЦЏИЁЕФгЭзеЛђепжЪСПвбОБфЕєСЫЁЃ
ЙЄМўКёЖШЦЋВю
ЙЄМўФЅЯїКѓГіЯжКёЖШЦЋВюНЯДѓЯжЯѓЃЌВЛФмТњзуЦЗжЪвЊЧѓЪБЃЌгІМьВщЩАТжНЧЖШЁЃ
ЙЄМўПэЖШЗНЯђЩЯГіЯжЕФКёЖШЦЋВюЃЌгІЮЊЩАТжДЙжБЗНЯђЩЯЁЂЯТЕуеХПкВЛвЛбљЁЃГЄЖШЗНЯђЩЯГіЯжКёЖШЦЋВюЃЌгІЮЊЩАТжНЧЖШЙ§ДѓЛђЖраЁЃЌЛђЪЧЕїЗДЃЈНјПкаЁгкГіПкЃЉЁЃЫљвдГіЯжКёЖШЦЋВюЃЌЕїећНЧЖШМДПЩЁЃ
СуМўЕФдВЖШЁЃ
СуМўЕФдВЖШВЛРэЯы,СуМўЕФжаМфИпЖШВЛИп;ЙлВьЫЋЖЫУцФЅДВЕФДђФЅЧаЯїЩљЯьКЭЛ№аФгаУЛгавьГЃ;ЛњДВДђФЅЧаЯїЕФЪБКђгаУЛгаВЛе§ГЃЕФЖЖЖЏЁЃ
ФЅЯїЮЦРэВЛвЛЃЈТвЮЦЃЉ
ФЅЯїЮЦРэВЛКУвЛАугыЩАТжЕФХХаМадВЛКУЁЂЧаЯїСІВЛЧПгаЙиЁЃСэЭтЛЙгыЦфЫћЗНУцгаЙиЃК
ЫЭСЯбЙАхЕїећЙ§НєЃЌЫЭСЯВЛЫГГЉЃЛ
РфШДФЅЯївКСїСПЬЋаЁЃЌбЙСІЬЋЕЭЃЌЦ№ВЛЕНРфШДГхЯДаЇЙћЃЛ
ЩАТжанећВЛМАЪБЃЌЩАТжаЭУцВЛЦНећЃЌжаМфЙ§ИпЁЃ
ЩАТжПЊВл
етРяЫљНВЕФЩАТжПЊВлЃЌВЛЪЧжИЖдЩАТжећИіФЅЯїУцНјааПЊВлЃЌЧАУцНВЕНСЫвЊЪЙЩАТжгаКУЕФХХаМаЇЙћЃЌАбЩАТжаЭУцзіГЩЗфЮбПзаЮЪНЁЃдкЮдЪНЫЋЖЫУцФЅЯїжаЃЌетЛЙВЛЙЛЃЌвЛАуЖМвЊ ЖдЩАТжжаПзжмЮЇЧаИюПЊВлЃЌдвђгаСНЕуЃК
ЩАТжжаМфГіЫЎПзНЯаЁЃЈжБОЖ20mmЃЉЁЃдкФЅЯїЪБЃЌЙЄМўСЌајВЛЖЯЕиЭЈЙ§ЃЌЧвЙЄМўЕФПэЖШвЛАуЖМДѓгк20mmЃЌдьГЩЫЎСїВЛГЉЃЌдіМгЫЎБУзшСІЁЃЫљвддкЩАТжжаПзГіЫЎПкПЊ6-8ЕРВлЃЌгаРћгкНЋФЅЯївКв§ГіЃЌМѕЧсБУЕФбЙСІЃЌЧвЪЙФЅЯївККмЫГГЉЕФдкРыаФСІЕФзїгУЯТЕНДяФЅЯїЧјгђЁЃ
ЩАТжгыаоећЗНУцЕФШБЯнЗжЮі
1. ЙЄМўБэУцДжВкЖШВю
ЩАТжСЃЖШВЛКЯЪЪЃКбЁдёКЯЪЪЕФЩАТжСЃЖШ
РфШДвКУЛгаЙ§ТЫИЩОЛЃКМьВщРфШДвКЙ§ТЫЯЕЭГ
аоећЦїаоећЫйЖШЙ§ПьЛђепаоећЦїВЛЙЛЗцРћЃКНЋаоећЦїаоећЫйЖШЕїТ§ЛђепИќЛЛаоећЦїНЧЖШЛђепИќЛЛаТЕФаоећЦї
НјИјСПЬЋДѓЃКМѕЩйНјИјСП
ЙЄМўЫйЖШЬЋЕЭЃКдіМгЙЄМўЫйЖШ
ЩАТжЫйЖШЬЋЕЭЃКдіМгЩАТжЫйЖШ
2. ЙЄМўГпДчГжајВю
ЩАТжгВЖШЦЋШэЃКбЁгУНЯгВЕФЩАТж
3. ЙЄМўГпДчМфЖЯадВю
ЩАТжгВЖШЦЋгВЃКбЁгУНЯШэЕФЩАТж
4. ЩАТжгаЩеЩЫ
НјИјСПЬЋДѓЃКМѕЩйНјИј
РфШДвКСїСПВЛЙЛЛђепХчзьЗНЯђВЛе§ШЗЃКМгДѓРфШДвКСїСПЛђепЕїећХчзьЗНЯђ
ЩАТжЦЋгВЃКбЁгУНЯШэЛђзщжЏИќПЊЗХЕФЩАТж
ЩАТжЮДаоећЕНЮЛЃКжиаТаоећЩАТжЛђепИќЛЛаоећЦї
РфШДвКжаН№ЪєаМУЛгаЙ§ТЫИЩОЛЃКМьВщЙ§ТЫЯЕЭГ
5. ЩАТжБэУцгае№ЮЦ
ЩАТжУЛгааоЦНЃКНЋЩАТжжиаТаоећ
НјИјСПЬЋДѓЃКМѕЩйНјИјСП
ЛњДВе№ЖЏЃКМьВщЛњДВМАжмЮЇЛЗОГЕФе№ЖЏЧщПі
ЩАТжЦЋгВЃКНЕЕЭгВЖШЃЌЬсИпЙЄМўзЊЫйЃЌМгПьаоећ
ЯТвЛЬѕЃКЫЋЖЫУцФЅДВЕФВњЦЗИХЪі
ЯрЙиБъЧЉЃКЫЋЖЫУцФЅДВ,ЭпаЭФЅДВ,еёЖЏЫЭСЯЦї,ЫФЖЫУцФЅДВ,ЭЈЙ§ЪНЫЋЖЫУцФЅДВЯрЙиаТЮХ
- 2026-02-28 ЫЋЖЫУцФЅДВФЅЯїЙЄМўГіЯжЙ§ШШЯжЯѓЕФдвђ
- 2026-02-28 ШчКЮЕїећЫЋЖЫУцФЅДВЕФНјЕЖСП
- 2026-02-28 ЫЋЖЫУцФЅДВМгЙЄЙЄМўгВЖШЖдБэУцДжВкЖШЕФгАЯь
- 2026-01-29 ЫЋЖЫУцФЅДВФЅЯїНЧЖШЕїНкММЧЩ
- 2026-01-29 ЖЫУцФЅДВФЅГіЯжАМУцЪВУДдвђ
- 2026-01-29 ЫЋЖЫУцФЅДВЮЊЪВУДгаСНИіПз